在现代大豆溶剂萃取工艺中,己烷作为主要溶剂,其回收效率不仅影响生产成本,更关乎企业的环保合规水平。企鹅集团基于多年行业经验和多工厂案例深入研究提出了三大优化技术路径,旨在协助大豆油厂稳定提升己烷回收率至98%以上,实现生产效能与环境责任的双重提升。
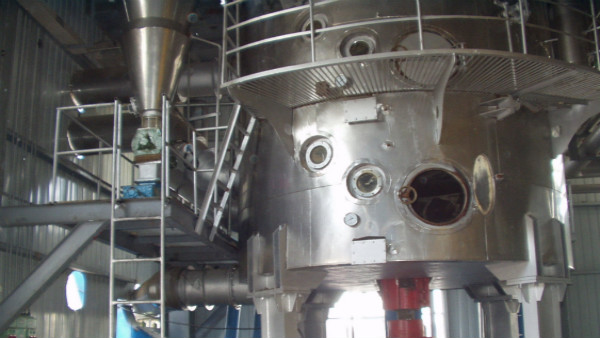
蒸发冷凝系统是己烷蒸发回收的关键环节,其效率直接决定溶剂损失率。优化建议包括:
根据实际无锡某大型大豆油厂数据,通过改造蒸发冷凝系统,己烷回收率由原先92%提升至98.2%,年节约己烷溶剂成本约12%,同时降低了废气排放。

脱溶阶段的温度控制对已溶剂的回收效率影响极大。过高温度导致能耗增加且油质变差,过低温度则脱溶不彻底,增加己烷损失风险。优化方案包括:
通过这一精细化管理,上海某中型大豆油厂实现己烷回收率从94.5%提升至98%,同时油品颜色和氧化指标均有所优化,表现出明显的经济与品质双赢。

混合油中己烷浓度的波动是造成回收率不稳定的隐形因素。动态监控及调节措施包括:
通过这一动态管理,江苏某知名大豆油企业的回收效率提升接近2%,并显著降低反复脱溶和额外能耗。

在实际工厂运营中,技术优化的效果依赖于科学的维护和操作规范。建议:

 99
|
99
|
 大豆榨油机技术
大豆榨油机的种类
高效采油
大豆榨油机技术
大豆榨油机的种类
高效采油
 401
|
大豆油厂
多步生产技术
大豆油生产工艺
产油率
市场标准
401
|
大豆油厂
多步生产技术
大豆油生产工艺
产油率
市场标准
 366
|
种子榨油预处理设备
食用油生产综合解决方案
石油加工中的以客户为中心的服务
366
|
种子榨油预处理设备
食用油生产综合解决方案
石油加工中的以客户为中心的服务
 281
|
大豆油厂质量控制
油脂加工食品安全标准
绿色大豆油生产
自动化油厂系统
节能采油
281
|
大豆油厂质量控制
油脂加工食品安全标准
绿色大豆油生产
自动化油厂系统
节能采油
 38
|
大豆榨油机
小型大豆油机
高效螺旋榨油机
38
|
大豆榨油机
小型大豆油机
高效螺旋榨油机