在全球食品贸易中,尤其是在大豆油领域,遵守国际安全标准并非可有可无,而是竞争的必需条件。近年来,现代化的大豆油工厂已从能源密集型设施转型为高效环保的工厂,既满足了消费者的健康期望,也满足了监管要求。
如今,领先的大豆油厂通过采用无溶剂压榨和连续除臭系统等先进提取技术,与传统方法相比,能耗可降低高达35% 。例如,巴西一家采用自动温控和热回收装置的工厂,每吨油的耗电量从之前的45千瓦时(旧)降至仅为29千瓦时(新),显著提高了运营可持续性。
| 流程步骤 | 旧方法 | 现代体系 |
|---|---|---|
| 采油率 | 92–94% | 97–98% |
| 每吨用水量 | 12立方米 | 6立方米 |
| 符合ISO 22000 | ~75% | >95% |
这些收益不仅仅关乎效率,还直接影响产品质量。近红外光谱 (NIR) 和气相色谱等先进的实时监测工具,可确保脂肪酸谱的一致性,并在包装前检测残留溶剂或氧化标记物等污染物。
2023年,越南一家大型大豆油生产商升级了整条加工生产线,采用了闭环蒸汽系统和数字追溯软件。六个月内,他们就获得了欧盟食品卫生法规 (EC) No 852/2004 的全面认证,并在一年内实现了出口订单增长 40%。关键在于?从原材料采购到最终实验室检测,每个环节都采取了主动的质量控制。
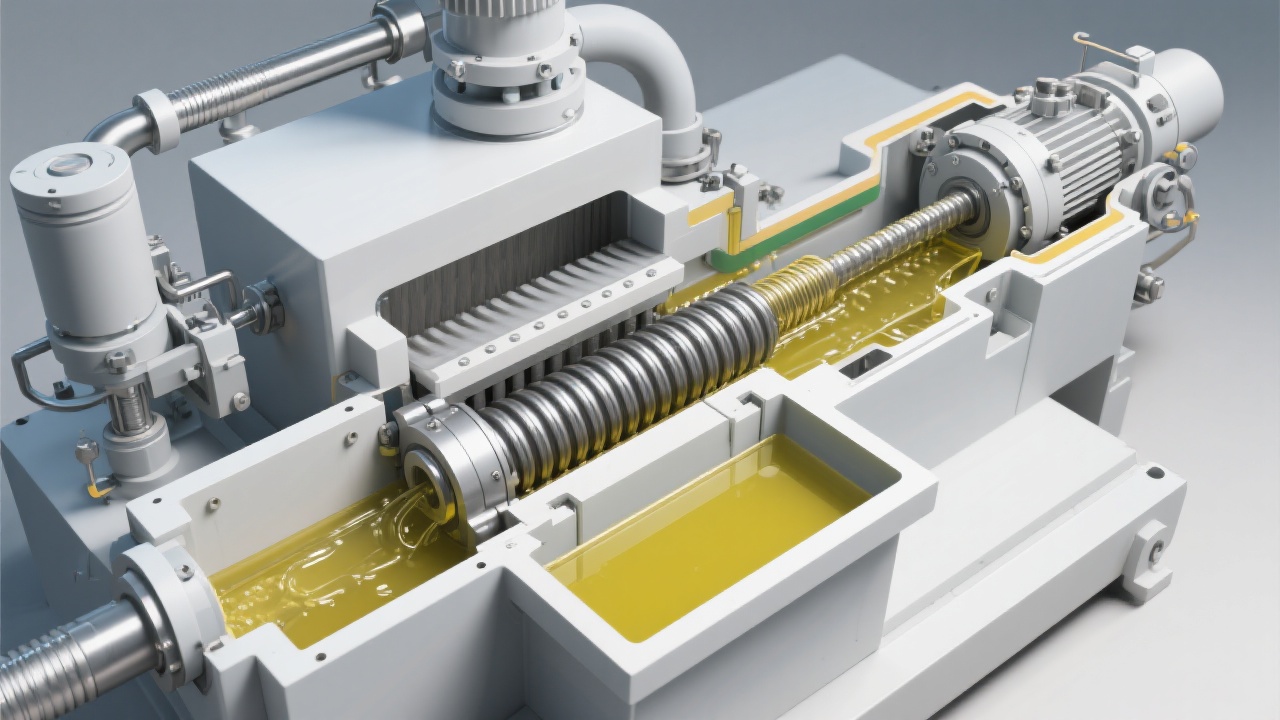
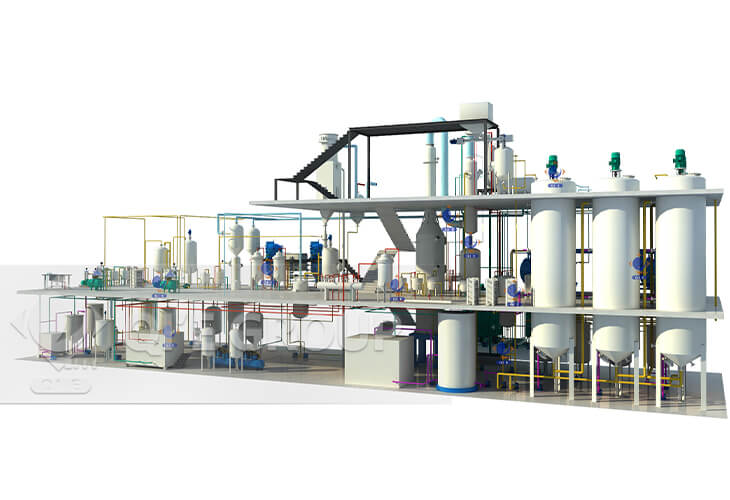
 配备自动传感器和清洁标签包装的大豆油生产线” style="width: 100%; height: auto; margin-top: 20px; border-radius: 6px;">
配备自动传感器和清洁标签包装的大豆油生产线” style="width: 100%; height: auto; margin-top: 20px; border-radius: 6px;">
传统压榨工艺由于温度管理不善,产量往往不稳定,游离脂肪酸含量也较高,从而缩短了保质期,并增加了海关检查的拒收率。相比之下,现代化工厂能够保持精确的容差(温度变化小于0.5°C),确保油品符合食品法典委员会制定的严格国际标准。
如果您参与大豆油的生产或采购,了解绿色科技如何提升合规性和盈利能力至关重要。无论是减少水资源浪费、提高产量还是防止污染,这些创新都不再只是锦上添花,而是市场差异化的关键。
您在出口大豆油时面临的最大挑战是什么?是满足国外标准、控制成本,还是保持批次间的一致性?请在下方评论区留言告诉我们——我们将根据欧洲、东南亚和拉丁美洲客户的类似案例,分享三个切实可行的解决方案。

 78
|
78
|
 大豆油厂质量控制
出口食品安全
可持续的油生产
食用油的能源效率
符合国际食品标准
大豆油厂质量控制
出口食品安全
可持续的油生产
食用油的能源效率
符合国际食品标准
 32
|
大豆榨油机
高效生产
榨油行业
32
|
大豆榨油机
高效生产
榨油行业
 257
|
大豆榨油机
南美洲市场
中小型油脂企业
257
|
大豆榨油机
南美洲市场
中小型油脂企业
 305
|
大豆榨油机
南美洲市场
中小型油脂企业
305
|
大豆榨油机
南美洲市场
中小型油脂企业
 226
|
大豆榨油机
南美洲市场
中小型油脂企业
226
|
大豆榨油机
南美洲市场
中小型油脂企业